Galvanized iron wire, soft annealed, electro galvanized and hot
dipped galvanised, pvc or epoxy coated into colors. Made of high carbon, medium and low carbon steel.

High Carbon Steel Wire Hot-Dip Galvanized ASTM B-498 Standard
Raw Material:
High Carbon Steel - Chemical Composition
| Carbon | Manganese | Phosphorus (max) | Sulfur (max) | Silicon |
| 0.45 up to 0.70% | 0.50 to 1.10% | 0.035% | 0.045% | 0.10 to 0.35 % |
Zinc Coating (MINIMUN) ASTM B-498 Standard
Preece Test according to ASTM A 239-95 (Reapproved 2004).
| Diameter (mm) | Minimum Zinc Coating for Class B (g/m²) | Preece Test number of 1 minute immersions |
| 1.55 | 244 | 3 ½ |
| 1.78 | 305 | 3 ½ |
| 1.95 | 430 | 3 ½ |
| 2.06 | 430 | 3 ½ |
| 2.18 | 430 | 3 ½ |
| 2.31 | 460 | 4 |
| 2.45 | 460 | 4 |
| 2.54 | 460 | 4 |
| 2.8 | 490 | 5 |
| 2.9 | 490 | 5 |
| 3.15 | 520 | 6 |
| 3.25 | 520 | 6 |
| 3.55 | 550 | 6 |
| 3.66 | 550 | 6 |
| 3.95 | 550 | 6 |
| 4.11 | 550 | 6 |
We also supply class A zinc coating according to the ASTM B-498 for high carbon steel wire materials.
Permissible Variations in Diameter of Zinc-Coated High Carbon Steel Wire
| Diameter | Tolerance Plus (mm) | Minus (mm) |
| From 1.55 up to 2.30 | 0.03 | 0.02 |
| From 2.31 up to 3.05 | 0.04 | 0.04 |
| From 3.06 up to 3.60 | 0.04 | 0.04 |
| From 3.61 up to 4.60 | 0.07 | 0.08 |
Tensile Requirements for all wire diameters
| Tensile Strength | Elongation in 250mm (10") | |
| All diameters | From 1400 up to 1500 MPa | From 4.0% up to 4.5% |
REQUIRED TESTS
Coating Tests
- Shall be conducted according to the instruction of the item 10.2 of the ASTM B-498
Preece Test
- Shall be conducted according to the ASTM A 239 95 (Reapproved 2004)
"Dropping" Test THIS IS A VERY IMPORTANT TEST
This test MUST be done according to the method described below.
A piece (sample - approximately 1.5/2.0 meters) of the galvanized steel wire should be cut and dropped in the ground, the wire MUST lie totally in the ground (cast and helix must be almost 0 - no more than 15 cm), if one or both sides go up from the floor more than 15 cm the material IS NOT APPROVED.
When the wire is dropped in the ground use the reference below (drawings) to check the cast and helix.
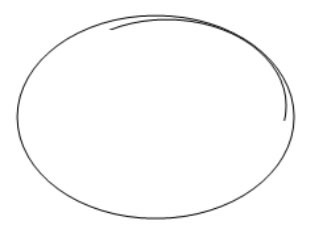 |
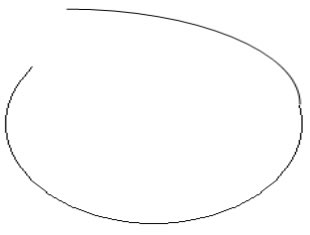 |
| PERFECT | NOT APPROVED |
Wrap Test for the wire (ductility of steel)
According to the item 9 of the ASTM B-498 BUT the diameter of the mandrel MUST BE the same diameter of the wire and the material must accomplish with this standard.
Adherence of Coating Test
According to items 10 and 11 of ASTM B-498:
| Specified Wire Diameter | Ratio of Mandrel Diameter to Wire Diameter |
| from 1.55 to 2,59 | 1 |
| from 2.60 to 3.24 | 2 |
| from 3.25 to 4.80 | 3 |
The surface must be reasonably smooth, continuous, uniform thickness and free of imperfections.
The tests must be done in all coils or reels
Joints are permitted but maximum 1 each 250 Kg (more or less) to diameters up to 2.50mm and 1 joint each 400 Kg for diameters more than 2.51mm. Each joint must be marked in red in an area of 2 meters.
Package: Coils or reels about 800 Kg.
Customized specifications and packing also supplied.

- Galvanized Iron Wire
- ASTM A 641 Galvanized Wire Standard
- Cold Heading Wire
- Brass Coated Wire
- Hot Dip Galvanized Wire ASTM A-475
- Trellis Wire
- High Carbon Galvanized Steel Wire
- Nose Wire
- Phosphate Coated Steel Wire
- Spiral Binding Wire
- Champagne Cork Wire
- PC Strand
- Chain Link Security Fence
- Galvanized Welded Wire Mesh
- Galvanized Hexagonal Wire Mesh
- Galvanized Wire Mesh Fence
- Galvanized Core Wire for ACSR
- Galvanized Steel Stranded Core Wire
- Galvanized Wire (GI Wire)
- Oil Tempered Steel Wire
- Electro Galvanized Iron Wire
- Hot Dipped Zinc Plated Wire
- Spring Steel Wire
- High Carbon Spring Steel Wire
- Technical Details of Hot Dip Galvanized Wire
- Galvanized Steel Wire
- Copper Coated Steel Wire
- Hot Galvanized Wire Products for Portugal Market
- Oval Wire
- Fencing Wire
- Mild Steel Wire
- Low Carbon Steel Wire
- Redrawing Wire
- Annealed Wire
- Black Iron Wire
- Binding Wire
- Wire Ties
- Loop Tie Wire
- Rebar Tie Wire
- Cut Wire
- Stitching Wire
- Armoured Cable Wire
- Welding Wire
- PVC Coated Wire
- PVC Coated Steel Wire Technical Parameter
- Coil Wire
- Spool Wire
- Barbed Wire
- Baling Wire
- Staple Wire
- Hose Wire
- Music Wire
- Brush Wire (Wire for Brushes)
- High Tensile Wire
- Razor Wire
- Galvanized Wire for Armouring Cable
- Galfan Wire
- Galvanized Wire Mesh
- Galvanized Flat Stitching Wire
- Lashing Wire
- Galvanized Wire Rope